|
|
|
نوشته شده توسط : رسول دلاکان
متن کامل ساخت سکوهای دریایی را می توانید با کلیک بر روی عبارت ((ورق دریایی)) مشاهده نمایید.
_czjq.gif)

ساخت سکوهای دریایی
کلیات
منظور از ساخت در این مقاله، مراحل مربوط به مهیا سازی قطعات و ساخت قسمت های مختلف یک سکو در خشکی می باشد. ساخت سکوهای فلزی، شامل پیش ساخت و ساخت اجزا و زیر مجموعه ها می باشد. که از مراحل زیر تشکیل می شود.
1-بریدن قطعات
2-آماده کردن لبه های قطعات برای جوشکاری
3-زدودن زنگ زدگی از سطح فلز (سند بلاست یا گریت بلاست)
4-خم دادن و شکل دهی سرد یا گرم قطعات
5-گرم کردن قبل از جوشکاری
6-جوشکاری قطعات
7-زدودن اضافه های جوشکاری
8-سنگ زدن
9-عملیات حرارتی بعد از جوشکاری
10-مونتاژ زیر مجموعه ها برای ساخت مجموعه های اصلی نظیر جاکت و عرشه
11-قرار دادن و نصب تجهیزات تأسیسات
12-اعمال روشهای مناسب برای حفاظت در مقابل خوردگی
در این فصل مشخصات کلی و حداقل های لازم برای ساخت و مونتاژ پایه و عرشه سکوهای ثابت فولادی، ارایه می گردند.
برنامه ریزی
برای ساخت بهینه و اقتصادی یک سکوی دریایی، لازم است برنامه کار طراحی گردد. موارد مهمی که در این برنامه باید در نظر گرفته شوند، عبارتند از:
1-تقسیم مناسب سازه به اجزای مختلف، به گونه ای که ساخت این اجزا به صورت پیش ساخت ممکن گردد.
2-مشخص کردن ابعاد مختلف قطعاتی که به ناچار باید در محل کارگاه، تولید و به هم متصل گردند.
3-مشخص کردن محل های جوش
4-بررسی امکاان جوش، چه به صورت کلی و چه به صورت موضعی
5-فراهم کردن امکان حداکثر استفاده از جوشکاری اتوماتیک و پیوسته
6-بررسی سازگاری جوش دو قطعه فولاد با مشخصات فنی مختلف
7-در نظرگیری محدودیت عملیات حرارتی جوشهای قطعات در مرحله ساخت
ساخت سکوهای دریایی
برنامه مذکور باید در قالب مدرکی تحت عنوان روش ساخت توسط پیمانکار ساخت تهیه و ارایه بشود و مورد تأیید قرار گیرد. در این برنامه، تجهیزات و نیروی انسانی مورد نیاز جهت اجرای روش نیز باید مشخص شود.
مصالح مصرفی
کلیات
تمام فولاد سازه ای مصرفی باید، نو، عاری از نقص و زنگ زدگی باشد. در ضمن، استفاده از فولادهایی که از قبل برای مصارف دیگری رد می شوند. و سپس به عنوان فولاد سازه ای (فولاد ساختمانی) طبقه بندی می شوند، در سکوهای دریایی مجاز نیست.
گواهی کارخانه نورد
گواهی های اصلی آزمایشهای انجامی در هنگام تولید، باید بر اساس نیازمندی ها ارایه شود. این گواهیها باید تمام اطلاعات لازم در مورد مقاومت، شکل پذیری، چقرمگی، آنالیز شیمیایی، عملیات حرارتی. آزمایش های غیر تخریبی، آزمایش های تکمیلی و سابقه شناسایی تولید را در بر داشته باشد. قبل از استفاده از فولاد در ساخت سازه، گواهی های فوق باید ارائه شوند.
شناسایی مصالح
دریافت و جابه جایی مصالح، اغلب بخشی از فعالیت های پیمانکار ساخت است. پیمانکار باید روشی را جهت دریافت، انبار کردن، شناسایی و ردگیری ارایه داده و به تصویب برساند. در این روش، هر قطعه فولادی که در بخشی از سازه تولید بشود مورد استفاده قرار می گیرد. باید به صورت دقیق قابل ردگیری تا مرحله دریافت گواهی تولید کننده فولاد باشد.
انبار کردن مصالح
لازم است مصالح مورد مصرف برای ساخت در فضای مناسب بالاتر از سطح زمین، روی قطعات چوب، پالت و یا قطعات مشابه انبار گردد. طوری که مشکل خوردگی تدریجی وجود نداشته باشد. در این رابطه، بخصوص لبه هایی که برای جوشکاری بعدی مهیا می شوند. باید به طور مناسب حفاظت شوند و قبل از جوشکاری، مورد کنترل قرار گیرند تا اگر لازم باشد تمیز گردند. مصالح مصرفی برای جوشکاری، باید در شرایط خشک و زیر سقف نگهداری گردند.
جوشکاری
ساخت سکوهای دریایی
کلیات
برای اتصال قطعات و اجزای مختلف سکوهای فلزی، اغلب از جوش استفاده می شود. و به این خاطر، بررسی مشخصات مکانیکی و کیفیت آن بسیار مهم می باشد. جوشکاری مورد نیاز، باید به گونه ای انجام گیرد که کلیه مشخصات لازم و کیفیت مطلوب رعایت گردد. بررسی صلاحیت های مربوط به جوشکاری و مراحل جوش، باید مطابق با استاندارد جوش AWS D1-1 انجام گیرد.
رویه جوشکاری
رویه جوشکاری باید به صورت کتبی تهیه شود و در آن همه مراحل مختلف جوشکاری و متغیرهای مهم، مشخص گردند. در یک مدرک رویه جوشکاری، راجع به موارد زیر بحث می شود.
1-فرایند جوشکاری (نظیر جوشکاری دستی، جوشکاری اتوماتیک و غیره)
2-مشخصات مصالح و دامنه ضخامتی که آن رویه در مورد آنها قابل کاربرد است.
3-طراحی اتصالات (شکل قطعاتی که باید به هم متصل شوند، زاویه قطعات نسبت به هم، شکل نفوذ جوش و ریشه جوش و غیره)
4-نوع الکترودها
5-اندازه الکترودها و شماره و ترتیب پاسخ های جوش
6-جریان برق، ولتاژ و نرخ تغذیه الکترود
7-موقعیت های جوشکاری و جهت و سرعت حرکت جوش
8- گرم کردن قبل و پس از جوشکاری (روش، درجه حرارت، نرخ گرم یا سرد شدن و روش کنترل)
ساخت سکوهای دریایی
جهت کسب به شرایط بهینه جوش، باید آزمایش های متعدد انجام گیرد تا ضوابط لازم طراحی تأمین گردد. رویه جوشکاری باید منطبق بر استاندارد AWS D1-1 باشد.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
فولاد دریایی ,
ورق دریایی ,
فولاد a36 ,
فولاد gla ,
فولاد سازه ای ,
فولاد ساختمانی ,
فولاد a283 ,
فولاد ضد شوری ,
فولاد ضد خوردگی ,
ورق فولادی ,
لوله فولادی ,
تسمه فولادی ,
میلگرد فولادی ,
فروش فولاد ,
قیمت فولاد ,
,
:: بازدید از این مطلب : 650
|
امتیاز مطلب : 31
|
تعداد امتیازدهندگان : 12
|
مجموع امتیاز : 12
تاریخ انتشار : پنج شنبه 29 دی 1401 |
نظرات ()
|
|
نوشته شده توسط : رسول دلاکان
متن کامل کاربرد مصالح در سکوهای دریایی را می توانید با کلیک بر روی عبارت ((فولاد دریایی)) مشاهده نمایید.

موقعیت، شرایط جغرافیایی و آب و هوای خاص خلیج فارس، موجب آن است. که سازه های ایجادی در منطقه، بخصوص سازه هایی که در مجاورت آب دریا ایجاد می شوند. تحت شرایط بسیار خورنده قرار داشته باشند. به همین دلیل انتخاب مناسب مصالح ساختمانی برای این سازه ها، می تواند اثر قابل توجهی در کارایی و دوام این سازه ها داشته باشد. سکوهای دریایی، با توجه به کاربری و همچنین قرارگیری در مناطق دور از ساحل و در آب عمیق. جزو سازه های پر هزینه و بسیار حساس می باشد.
عدم استفاده از مصالح نامناسب برای این سازه ها، علاوه بر کاهش کارایی و دوام سازه ها. می تواند ریسک خطرات جانی و مالی را به مقدار زیادی افزایش دهد. در این فصل، مصالح نامناسب برای استفاده در ساخت سازه های دور از ساحل. در قالب مصالح فولادی، مصالح بتنی و سیمانی، مورد بررسی قرار می گیرند.
فولاد سازه ای
فولاد مورد استفاده باید دارای خصوصیات لازم برای پایداری در برابر شرایط محیطی و مقاومت مناسب باشد. و از نظر کلاس و استاندارد، برابر با نظر طراح باشد. مشخصات فنی فولاد از قبیل مواردی که در جدول 6-1 آمده اند. باید توسط تولید کننده یا یک آزمایشگاه معتبر، از طریق آزمایشهای استاندارد مانند روش هایی که در ASTM A6 و ASTM A20 ذکر می گردد. کنترل گردند. و با موارد ذکر شده به عنوان مشخصات محصول، یکسان باشند. استفاده از فولادی که خصوصیات آن نامشخص می باشد، در هیچ شرایطی مورد پذیرش نیست.
همچنین استفاده از مواد پوشش دهنده مناسب و حفاظ کاتدی. در شرایطی که استفاده از فولاد در محیط های خورنده جوی و دریایی مورد نظر می باشند. لازم است و از فولادهایی باید استفاده شود که مقاومت آنها در برابر شرایط خورنده دریایی، به اثبات برسد. همچنین استفاده از مواد پوشش دهنده مناسب و حفاظت کاتدی. براساس معیارهای ذکر شده در سایر بخش های این آیین نامه، به عنوان یک راه حل دیگر، می تواند مورد نظر قرار گیرد.
در صورت استفاده از فولاد در کنار سایر فلزات، ضروری است. تا قابلیت ایجاد خوردگی گالوانیکی در فولاد یا فلز مجاور، براساس جدول حدود ولتاژ فلزات و توانایی آنها در پولاریزه شدن، مورد بررسی قرار گیرد.
گروه های فولاد
انواع فولاد براساس مقاومت و جوش پذیری آن، به گروه های زیر تقسیم بندی می شوند.
گروه اول
این گروه شامل فولاد نورد شده با حداقل مقاومت گسیختگی 280 مگاپاسکال یا کمتر می باشد. شاخص کربن فولاد، به طور معمول 0/4 یا کمتر می باشد. شاخص کربن فولاد، میزان عناصر مختلف موجود در فولاد را به صورت کربن معادل در فولاد نشان می دهد. و برای بررسی میزان جوش پذیری و چکش خواری فولاد به کار می رود. مقدار آن از رابطه زیر به دست می آید:

عملیات جوشکاری این گروه، می تواند به وسیله تمامی روش های جوش مورد بیان در AWS D1.1 انجام شود.
کاربرد مصالح در سکوهای دریایی
گروه دوم
شامل فولادهای با مقاومت متوسط، دارای حداقل مقاومت گسیختگی بین 360-280 مگاپاسکال می باشد. میزان شاخص کربن، تا مقادیر 0/45 و بیشتر نیز ظاهر می شود. این فولادها به وسیله جوشکاری کم هیدروژن، به یکدیگر جوش دهی می شوند.
گروه سوم
شامل فولادهای پر مقاومت با مقاومت گسیختگی حداقل برابر با 360 مگاپاسکال می باشد. استفاده از این فولادها در شرایط مختلف، با رعایت موارد زیر مورد پذیرش است.
الف: جوش پذیری و سیستم جوشکاری، باید مورد بررسی قرار بگیرد.
ب: مسایل خستگی ناشی از تنشهای زیاد که ممکن است در سازه به وجود آیند، مورد نظر قرار گیرد.
چ: چقرمگی در شرایط مختلف مانند زمان ساخت، نصب و کنترل، تنش های سرویس و تغییرات درجه حرارت محیط، بررسی شوند.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
ورق دریایی ,
فولاد دریایی ,
فولاد gla ,
فولاد A36 ,
فولاد a238 ,
فولاد 316l ,
فولاد ضد شوری ,
فولاد ضد خوردگی ,
ورق فولادی ,
لوله فولادی ,
تسمه فولادی ,
میلگرد فولادی ,
فروش فولاد ,
فروش ورق فولادی ,
,
:: بازدید از این مطلب : 472
|
امتیاز مطلب : 9
|
تعداد امتیازدهندگان : 3
|
مجموع امتیاز : 3
تاریخ انتشار : سه شنبه 27 دی 1401 |
نظرات ()
|
|
نوشته شده توسط : رسول دلاکان
فروش فولاد کربنی ((قیمت مناسب))
فولاد ck45 - فولاد ck60- فولاد ms60-فولاد ck35-فولاد 1740-فولاد 1221-فولاد 1191-فولاد 1181
فولاد کم آلیاژ-فولاد آلیاژی-فولاد های زنگ نزن

فولاد کربنی، نوعی فولاد است که حداکثر درصد وزنی کربن ان 2.1% است. طبق تعریف مؤسسه آهن و فولاد آمریکا، AISI، زمانی به فولاد، فولاد کربنی گفته می شود که:
هیچ حداقل مقداری برای عناصر کروم، کبالت، مولیبدن، نیکل، نیوبیوم، تیتانیوم، تنگستن، وانادیوم، زیرکونیم مشخص نشده باشد.
حداقل میزان مس مشخص شده از 0.4 درصد جرمی بیشتر نباشد.
یا حداکثر درصد جرمی عناصر ذکر شده از این مقادیر بیشتر نباشد. منگنز 1.65 درصد، سیلیکن 0.6 درصد، مس 0.6 درصد.
ممکن است از واژه (فولاد کربنی) برای تفکیک قائل شدن با (فولاد زنگ نزن) استفاده گردد. در این حالت منظور از فولاد کربنی می تواند شامل فولادهای آلیاژی نیز شود.
با افزایش درصد کربن در فولادها، امکان سختکاری و افزایش استحکام آن نیز از طریق عملیات حرارتی افزایش می یابد. ولی از طرفی این کار باعث کاهش شکل پذیری آن می شود. جدای از عملیات حرارتی، افزایش درصد کربن باعث کاهش خاصیت جوشکاری فولادها می شود. در فولادهای کربنی هر چه درصد کربن افزایش یابد، دمای ذوب فولاد کاهش می یابد.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
فولاد کربنی ,
فولاد کربنی ساده ,
فولاد نسوز ,
فولاد حرارتی ,
فولاد استحکام بالا ,
فولاد مقاوم بالا ,
فولاد ضد خوردگی ,
فولاد ضد سایش ,
فولاد ضد زنگ ,
فولاد زنگ نزن ,
تسمه فولادی ,
میلگرد فولادی ,
ورق آلیاژی ,
استیل ,
استنلس استیل ,
مقاطع فولادی ,
پروفیل فولادی ,
فولاد کم آلیاژ ,
فولاد ck35 ,
فولاد ck45 ,
فولاد ck60 ,
فولاد ms60 ,
:: بازدید از این مطلب : 593
|
امتیاز مطلب : 18
|
تعداد امتیازدهندگان : 8
|
مجموع امتیاز : 8
تاریخ انتشار : چهار شنبه 21 دی 1401 |
نظرات ()
|
|
نوشته شده توسط : رسول دلاکان
متن کامل بررسی خوردگی فولاد ASTM A283 Grade c را می توانید با کلیک بر روی عبارت ((ورق A283)) مشاهده نمایید.

ورق A283- بررسی خوردگی فولاد ASTM A283 Grade C جوشکاری شده با الکترود E7018 nv در آب دریای خلیج فارس
بررسی اثر خورندگی آب دریای خلیج فارس بر روی فولادهای کربنی. و قطعات جوشکاری شده مورد استفاده برای ساخت مخازن فلزی از آن جهت اهمیت دارد. که می تواند به امکان سنجی استفاده از آب دریا برای هیدروتست این مخازن منجر شود. که در صورت مثبت بودن نتایج ارزیابی، سبب صرفه جویی های اقتصادی و زیست محیطی فراوانی می شود. برای نیل به این هدف در این پژوهش، ابتدا فولاد کربنی کم کربن ASTM A283 Grade C با الکترود E7018 جوش دهی گردید. و آزمون رادیوگرافی برای کنترل کیفیت جوش و همچنین تست های سختی سنجی، میکرو اچ و ماکرو اچ برای بررسی ریزساختار انجام شد.
سپس ترکیب شیمیایی، PH، هدایت الکتریکی و میزان SRB موجود در آب دریای مورد مطالعه اندازه گیری گردید. در ادامه نرخ خوردگی فولاد و الکترود جوشکاری مورد استفاده در آب دریای خلیج فارس. به وسیله روش الکتروشیمیایی پلاریزاسیون مقاومت خطی و همین طور آزمون غوطه وری، محاسبه گردید. سپس محصولات خوردگی تشکیل شده و سطح خورده شده نیز به وسیله روش های EDS و SEM آنالیز شدند. نتایج حاصل از آزمون های پلاریزاسیون و غوطه وری مشخص نمود. که فلز جوش الکترود E7018 نسبت به فولاد ASTM A283 Grade C آند است. که این نتیجه توسط تصاویر SEM تأیید شد.
مخازن فلزی که در صنعت مورد استفاده قرار می گیرند. بر سه نوع اتمسفری، کم فشار و تحت فشار می باشند. استانداردهای بین المللی که برای ساخت این مخازن بخصوص در صنایع نفت و گاز استفاده می شوند. عبارتند از: استاندارد شماره 650 مؤسسه نفت آمریکا برای طراحی و ساخت مخازن اتمسفری با فشار کاری کمتر از (lb/in2) 2/5. استاندارد شماره 620 مؤسسه نفت آمریکا برای طراحی. و ساخت مخازن کم فشار با فشار کاری بیشتر از (lb/in2) 2/5 و کمتر از (lb/in2) 15. و استاندارد بخش 8 انجمن مهندسی مکانیک آمریکا برای طراحی و ساخت مخازن تحت فشار با فشار کاری بیش از (lb/in2) 15. مخازن ذخیره که در صنایع نفت و گاز برای ذخیره و نگهداری مواد ورودی و یا محصولات تولیدی. مانند: نفت خام، میعانات گازی، آب آتش نشانی، آب بویلرها و … استفاده می شود.
اغلب از گروه مخازن اتمسفری و کمتر از نوع مخازن کم فشار هستند. مواد و آلیاژهای مورد استفاده برای ساخت مخازن ذخیره در اکثر موارد فولاد کربنی است. که با مراجعه به استاندارد API 650 ویرایش سال 2010 و بندهای 4,2,2 تا 4,2,5 از آن. می توان جنس ورق های مجاز برای استفاده در ساخت مخازن ذخیره اتمسفری را مشخص نمود. از جمله این ورق ها که در صنایعع نفت و گاز ایران نیز کاربرد زیادی دارد ورق ASTM A283 Grade C است. با توجه به کاربرد گسترده ای که این فولاد کربنی در ساخت مخازن ذخیره در صنایع نفت و گاز دارد. این پژوهش نیز به بررسی اثر خوردگی آب دریای خلیج فارس بر روی این فولاد، متمرکز گردید. همچنین با توجه به اینکه در ساخت مخازن و برای اتصال ورق های فولادی. از عملیات جوشکاری بر اساس یک دستورالعمل مورد تأیید استفاده می شود.
لذا بررسی اثر خوردگی آب دریا بر روی فلز جوش بعنوان بخشی از سطح در تماس با محیط ضروری است. پس از ساخت مخازن ذخیره، کیفیت ساخت و جوش آنها طی مراحل متعدد و بوسیله روش های مختلفی آزمایش می شود. که از جمله این روشها آزمون هیدرواستاتیک مخازن به وسیله آب است. در بند 7,3,6,3 از استاندارد API 650 ویرایش سال 2010 در مورد کیفیت آب مورد استفاده برای هیدروتست مخازن اشاره کلی گردید. و در آن این پشنهاد است که بهتر است از آب آشامیدنی جهت هیدروتست استفاده شود.
اما استفاده از سایر انواع آب از جمله آب چاه، رودخانه و حتی دریا را نیز منع نمی کند. و مسئولیت عواقب ناشی از استفاده از این نوع آبها، از جمله احتمال خوردگی، را بر عهده کارفرمای ساخت مخزن می داند. همچنین پیشنهاد می کند که در صورت طولانی شدن زمان هیدروتست تا بیش از 14 روز که شامل زمان آبگیری و تخلیه نیز می شود. اقدامات اصلاحی بر روی آب صورت گیرد. که این اقدامات می تواند شامل اضافه کردن بازدارنده ها، زیست کش ها و… باشد.
اما در مقام عمل و در پروژه های عظیمی مانند ساخت پالایشگاه های نفت و گاز. که در آنها مخازن بسیار بزرگ با قطر چنده ده متری و با ظرفیت چند ده هزار متر مکعبی تولید می شود. استفاده از آب آشامیدنی جهت هیدروتست این مخازن از لحاظ اقتصادی و زیست محیطی هزینه های سنگینی در پی دارد. و با توجه به بحران کمبود آب، حساسیت موضوع افزایش می یابد. از سوی دیگر با توجه به گنجایش بالای مخازن عظیم و مشکلات اجرایی حین کار. امکان رعایت بازه زمانی 14 روزه نیز در بسیاری از موارد غیر ممکن است.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
ورق a282 ,
فولاد A283 ,
فروش فولاد ,
قیمت فولاد A283 ,
ورق مخزن سازی ,
فولاد سازه ای ,
فولاد پل سازی ,
فولاد اسکله سازی ,
فولاد کشتی سازی ,
ورق فولادی ,
لوله فولادی ,
تسمه فولادی ,
میلگرد فولادی ,
,
:: بازدید از این مطلب : 611
|
امتیاز مطلب : 27
|
تعداد امتیازدهندگان : 9
|
مجموع امتیاز : 9
تاریخ انتشار : سه شنبه 20 دی 1401 |
نظرات ()
|
|
نوشته شده توسط : رسول دلاکان
متن کامل بررسی عددی تأثیر استفاده از آلیاژ حافظه دار شکلی را می توانید با کلیک بر روی عبارت ((ورق st52)) مشاهده نمایید.
_y5o0.gif)
ورق فولادی st52-بررسی عددی تأثیر استفاده از آلیاژهای حافظه دار شکلی و سوراخ دار بودن صفحات کناری بر عملکرد چرخه ای اتصالات
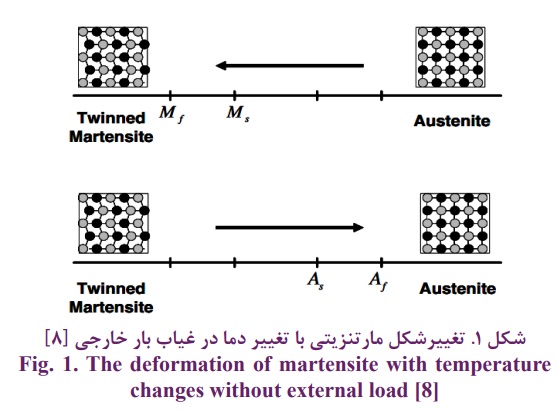
در اتصالات گیردار رایج، نقطه ضعف بزرگ، شکست ترد ناحیه ی جوشکاری هنگام وقوع زلزله می باشد. یک راهکار خلاقانه برای رفع چنین نقطه ضعف هایی استفاده از صفحات کناری در اتصال تیر به ستون می باشد. در مطالعات گذشته، تمرکز بیشتر بر عملکرد اتصالات با صفحه ی کناری و مقایسه ی این اتصالات با انواع دیگر اتصالات گیردار بوده است. در این تحقیق، به بررسی تأثیر جنس، ضخامت و سوراخ دار بودن صفحات کناری بر عملکرد چرخه ای اتصال خمشی پرداخته می شود. برای این منظور علاوه بر استفاده از صفحات کناری از جنس فولاد نرمه St37 و فولاد پر مقاومت کم آلیاژ St52. از آلیاژ حافظه دار شکلی نیکل-تیتانیوم (SMA-Ni-Ti) نیز بکاری گیری شد.
مدل سازی و تحلیل
تا اثر فوق الاستیک این آلیاژ بر عملکرد اتصال نیز مورد بررسی قرار گیرد. مدل سازی و تحلیل در نرم افزار اجزاء محدود ABAQUS تحت بارگذاری چرخه ای صورت پذیرفت. و نتایج حاکی از افزایش ظرفیت و شکل پذیری اتصالات با صفحه ی کناری از جنس آلیاژ حافظه دار شکلی بوده و همچنین مشخص گردید. که می توان ضخامت های بهینه ای را برای صفحات کناری انتخاب نمود. تا بدین صورت بیشترین شکل پذیری ممکن در اتصال ایجاد گردد. و از تشکیل مفصل پلاستیک جلوگیری شود. بر اساس نتایج مورد حاصل، با تغییر پیکربندی و ایجاد برش. در اتصال بطور کلی ظرفیت اتصال در دوران 0/04 رادیان (حد پذیرش قاب های خمشی) کاهش یافت. و تمرکز تنش در گوشه های دارای برش خوردگی بیشترین تأثیر را در گسیختگی صفحات کناری دارند.
ساخت سازه های فولادی قاب خمشی در نیمه ی دوم قرم بیستم دچار تغییرات چشمگیری شد. که خود حاصل به چالش کشیده شدن روندهای طراحی آئین نامه ای توسط زلزله هایی همچون نورثریچ (1994) و کوبه (1995) بود. عملکرد سازه های فولادی در این دو زلزله از نظر شکل پذیری پایین تر از سطح مورد انتظار بود. و شکست ترد در اتصالات فولادی قاب خمشی مشاهده شد. بعد از زلزله ی نورثریچ، دو تغییر اساسی در طراحی اتصالات فولادی ایجاد شد.
1) افزایش مقاومت اتصالات 2) ضعیف کردن مقاومت تیر نسبت به مقاومت اتصال. هدف از این دو تغییر جدا کردن مفصل پلاستیک از سطح ستون و انتقال آن به تیر بود. این کار احتمال شکست ترد جوش های شیاری اتصال را کاهش می دهد و به اتصال این قابلیت را می داد. که دوران پلاستیک را تا 0.03 رادیان با افت لنگر پلاستیک کمتر از 20% تحت بارهای چرخه ای کنترل نماید. از جمله اتصالاتی که در دهه های اخیر کاربرد آن رواج پیدا کرده است.
اتصال تیر به ستون با استفاده از صفحات کناری می باشد. در اتصالات با صفحه ی کناری یک جفت صفحه ی فولادی تیر را به ستون متصل می کند. این کار، اتصال جوشی انتهای تیر به بال ستون را حذف می کند. و تیر مستقیماً اتصالی به ستون ندارد. جدایی تیر از ستون مانع تمرکز تنش سه محوری موجود دراتصالات گیردار رایج می شود. و افزایش سختی صفحات کناری تا حد زیادی قاب سازه ای را سخت تر کرده. و با ایجاد سه چشمه ی اتصال موازی (دو صفحه کناری به همراه جان ستون). وابستگی سختی به تغییر شکل چشمه ی اتصال حذف می گردد. در این نوع اتصال صفحات فولادی در بالا و پایین تیر. تنها به منظور پر کردن فاصله ی بین عرض بال تیر و عرض ستون استفاده می شوند.
مطالعات انجامی در زمینه ی اتصالات با صفحات کناری، غالباً بر تعیین عملکرد لرزه ای. مقایسه با اتصالات دیگر و بهسازی لرز ه ای به کمک این اتصالات متمرکز بوده اند. واثقی امیری و همکاران پارامترهای لرز ه ای سیستم های دوگانه با اتصالات دارای صفحات کناری را مورد بررسی قرار دادند. و پارامترهای لرز ه ای مانند ضرایب شکل پذیری، تنش مجاز، اضافه مقاومت ضریب رفتار را در این نوع قاب ها محاسبه کردند. دیلمی و یخچالیان اتصالات گیردار با صخامت کناری را در نرم افزار اجزاء محدود ANSYS مدل سازی نمودند.
در زمینه ی بهسازی سازه هم می توان به مطالعه ی انجامی توسط چو و همکاران اشاره کرد. در این مطالعه شرایط اولیه ی اتصال مورد بهسازی به صورت گیردار با بال جوش شده و جان پیچ شده به ستون بوده است. که بعد از بهسازی، دو صفحه ی کناری در دو طرف بال قرار گرفت و به ستون متصل گردید.
در زمینه مطالعات آزمایشگاهی نیز می توان به مطالعه ی دیلمی و شیراوند اشاره کرد. در این مطالعه دو نمونه ی اتصال گیردار با صفحه ی کناری تحت بارگذاری چرخه ای مورد آزمایش قرار گرفتند. و عملکرد چرخه ای آنها مورد بررسی قرار گرفته. فریدمهر و همکاران به بررسی عملکرد سازه ی فولادی قاب خمشی دارای اتصال گیردار با صفحه ی کناری تحت خرابی پیش رونده پرداختند.
اتصال خمشی صفحه کناری قادر به دست یابی به ظرفیت چرخشی کافی و توسعه ظرفیت غیر ارتجاعی کامل تیر اتصال دهنده است. نتایج نشان داد که این اتصال دارای سختی، مقاومت به شکل پذیری مناسبی در برابر خرابی پیش رونده می باشد. علیزاده و همکاران به ارزیابی عملکرد محوری اتصال صفحه کناری جان تیر پرداختند. نتایج نشان داد که صفحه ی کناری اتصال باعث افزایش مقاومت محوری می شود.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
ورق فولادی St52 ,
ورق st52 ,
فولاد st52 ,
مقاله ,
میلگرد فولادی ,
لوله فولادی ,
تسمه فولادی ,
ورق فولادی ,
نبشی فولادی ,
ناودانی فولادی ,
فولاد ساختمانی ,
بررسی عددی تأثیر ,
قیمت ورق st52 ,
قیمت فولادی st52 ,
فروش st52 ,
فروش فولاد ,
,
:: بازدید از این مطلب : 611
|
امتیاز مطلب : 19
|
تعداد امتیازدهندگان : 6
|
مجموع امتیاز : 6
تاریخ انتشار : یک شنبه 18 دی 1401 |
نظرات ()
|
|
نوشته شده توسط : رسول دلاکان
متن کامل شکل دهی ورق فولادی را می توانید با کلیک بر روی عبارت ((ورق st37)) مشاهده نمایید.

محاسبه برگشت فنری با لحاظ نمودن مدل سخت شوندگی یوشیدا یومری در فرآیند شکل دهی غلتکی سرد ورق فولادی
یکی از چالش های فرایند شکل دهی غلتکی سرد برگشت فنری است. دقت شبیه سازی فرایندهای شکل دهی ورقی فلزات برای پیش بینی برگشت فنری به معادلات بیان کننده رابطه تنش – کرنش. تابع تسلیم و مدل سخت شوندگی مورد انتخاب و ناهمسانگردی ماده بستگی دارد. در این مقاله، بوسیله آزمایش تجربی کشش-فشار متناوب و با استفاده از شبیه سازی در نرم افزار LS-OPT. متغیرهای مدل سخت شوندگی یوشیدا یومری برای فولاد St37 حاصل گردید.
از آنجا که در نظر گیری مدل سخت شوندگی در برگشت فنری مهم است. مدل های مختلفی از مدل سخت شوندگی برای پیش بینی دقیق تر رفتار ماده پیشنهاد گردید. یکی از مدل های دقیق در پیش بینی رفتار فلز، مدل سخت شوندگی یوشیدا یومری است. آزمایش های تجربی در فرایند شکل دهی غلتکی سرد کمانی کردن ورق و همچنین شبیه سازی در نرم افزار Lsdyna. شبیه سازی های با و بدون در نظر گیری سخت شوندگی یوشیدا یومری انجام شد. نشان داده شد. پیش بینی برگشت فنری با در نظر گیری مدل یوشیدا یومری از دقت بالاتری برخوردار است.
شکل دهی ورقی فلزات همراه با معضلات زیادی همچون نازک شدگی، چروکیدگی و برگشت فنری است که ساخت محصولی بدون عیب را مشکل می سازد. محققین زیادی عیوب نازک شدگی و برگشت فنری چروکیدگی و نازک شدگی را در شکل دهی ورق بررسی کرده اند. عیب برگشت فنری دقت ابعادی محصول نهایی را تحت تأثیر قرار می دهد. و پدیده ای رایج و اجتناب ناپذیر است. برگشت فنری به علت بازگشت ناحیه کشسانی در نواحی تغییر شکل یافته رخ می دهد. رفتار تنش کرنش ماده هنگام باربرداری و بارگذاری به خصوص در ناحیه فشاری تغییر می کند. که این تغییر روی برگشت فنری مؤثر است.
دقت شبیه سازی فرآیندهای شکل دهی ورق فلزات باری پیش بینی برگشت فنری. به معادلات بیان می کند که رابطه تنش-کرنش، تابع تسلیم و مدل سخت شوندگی انتخاب شده و ناهمسانگردی ماده بستگی دارد. در بیشتر فلزات تغییر شکل مومسانی، منجر به افزایش ناحیه کشسانی یا افزایش تنش تسلیم می شود. این پدیده سبب بزرگ شدن یکنواخت سطح تسلیم می شود. مدل بیان کننده این پدیده سخت شوندگی همسانگرد نام دارد. در برخی از فلزات مانند فولاد در بارگذاری معکوس استحکام تسلیم فشاری کاهش می یابد. این فرایند اثر باشینگر نام دارد. مدل سخت شوندگی همسانگرد در بارگذاری معکوس، اثر باشینگر را لحاظ نمی کند.
در بارگذاری چرخه ای، مدل سخت شوندگی سینماتیک پیشنهادی توسط پراگر ویزگلر. با در نظر گیری تانسور تنش برگشتی α اثر باشینگر و سخت شوندگی لحاظ می شود. در این مدل در بارگذاری فرض می شود. تنش برگشتی در جهتی یکسان با مقدار کرنش مومسانی افزایش می یابد. مدل سخت شوندگی سینماتیک آرمسترانگ و فردیک، تغییر تنش برگشتی را به صورت نمایی لحاظ می کند. که تطابق بهتری با نتایج تجربی دارد. چابوچه به این نتیجه رسید، اضافه کردن عبارت غیر خطی تنش برگشتی. برای توصیف کار سختی در کرنش زیاد مناسب نیست به این منظور از چند تنش برگشتی به طور همزمان استفاده کرد. مدل چابوچه مدل ترکیبی نام دارد. این مدل دقت بالایی در تخمین نرم شدگی ناپایدار را دارد.
ویسکل و همکاران با استفاده از سه مدل سخت شوندگی مواد (همسانگرد، سینماتیک و ترکیبی). مدلی ریاضی برای پیش بینی برگشت فنری ورق در خمش U شکل ارائه دادند. به دلیل نادیده گرفتن اثر اصطکاک، این مدل فقط محدود به فرآیند خمش همگن است. ژانگ و همکاران مدلی تحلیلی برای پیش بینی برگشت فنری در خمش V شکل ارائه دادند. این مدل براساس تابع تسلیم هیل و شرایط کرنش صفحه ای تدوین گردید. با استفاده از این مدل اثر فشار تماسی، تأثیر طول بازوی خم بین سنبه و قالب. تنش عرضی، سخت شوندگی ترکیبی، جابجایی صفحه خنثی و نازک شدگی ورق روی برگشت فنری بررسی گردید.
معلوم و مشخص شد، فشار تماس بیشترین تأثیر در مقدار برگشت فنری دارد. طاهری زاده و همکاران، به روش شبیه سازی و آزمایش تجربی برگشت فنری را در فرآیند شکل دهی مقطع کانالی. با ترمز کشش برای ورق های آلومینیومی با در نظرگیری مدل های مختلف سخت شوندگی بررسی کردند. در این بررسی از تابع تسلیم هیل 48 درجه 2 و دو مدل سخت شوندگی همسانگرد و ترکیبی غیر خطی مورد استفاده قرار گرفت. نتایج این مقاله نشان می دهد که هنگام بارگذاری چرخه ای سخت شوندگی همسانگرد نمی تواند به درستی برگشت فنری را پیش بینی کند. در صورتی که سخت شوندگی ترکیبی غیرخطی برگشت فنری را با دقت قابل قبولی پیش بینی می کند.
لی و همکاران، تأثیر معادلات ساختاری را روی دقت پیش بینی برگشت فنری در آهنگری کاری سرد با حالات تغییر شکل مختلف بررسی کردند. آنها برای توصیف رفتار تسلیم مواد مورد آزمایش از دو تابع تسلیم هیل 48 وبارلات Yld2000-2d استفاده کردند. برای توصیف رفتار سخت شوندگی نیز از دو مدل سخت شوندگی همسانگرد و سینماتیک بکارگیری شد. نشان دادند که نتایج پیش بینی برگشت فنری معیار Yld2000-2d دقیق تر از معیار هیل 48 است.
لیو و همکاران، برگشت فنری لوله جدار نازک با مقطع مستطیلی را در فرایند خمش کششی دورانی. با در نظرگیری تغییرات ضریب کشسانی در اثر بارگذاری و باربرداری را بررسی کردند. نشان دادند با در نظرگیری تغییرات ضریب کشسانی و مدل سخت شوندگی همسانگرد سویفت دقت پیش بینی برگشت فنری. نسبت به حالت ضریب کشسانی ثابت در حدود 18/02 درصد بهبود می یابد. لیو و همکاران، یک ضریب ریاضی با در نظرگیری ضریب کشسانی غیر ثابت. برای پیش بینی برگشت فنری در فرآیند شکل دهی سرد توسعه دادند.
که مقدار ضریب کشسانی مربوط به فولاد DP980 تا 27 درصد در کرنش مومسانی 0/1 کاهش یافت. دقت برگشت فنری مورد محاسبه با استفاده از ضریب کشسانی غیرخطی به صورت قابل توجهی تا 18% مدل ماده سویفت بهبود پیدا کرد.
در این مقاله، با استفاه از آزمایش کشش-فشار تناوبی به صورت تجربی و استفاده از نرم افزار LS-OPT. پارامترهای مدل سخت شوندگی یوشیدا یومری برای فولاد st37 حاصل گردید. سپس با استفاده از نرم افزار Ls-Dyna، اثر مدل سخت شوندگی یوشیدا یومری. بر پیش بینی برگشت فنری و شکل نهایی یک مقطع کمانی در فرآیند شکل دهی غلتکی سرد بررسی شد. معلوم و مشخص شد، در نظر گیری مدل یوشیدا یومری باعث پیش بینی دقیق برگشت فنری و شکل نهایی می شود.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
شکل دهی ورق فولادی ,
ورق st37 ,
فولاد st37 ,
ورق سیاه st37 ,
فولاد ساختمانی ,
ورق فولادی ,
لوله فولادی ,
تسمه فولادی ,
میلگرد فولادی ,
,
:: بازدید از این مطلب : 560
|
امتیاز مطلب : 6
|
تعداد امتیازدهندگان : 3
|
مجموع امتیاز : 3
تاریخ انتشار : یک شنبه 11 دی 1401 |
نظرات ()
|
|
نوشته شده توسط : رسول دلاکان
فروش میلگرد vcn150- تسمه vcn150-فروش فولاد 6582

فولاد VCN 150 اغلب در مواردی بکار میرود که قطعه مورد استفاده, نیاز به افزایش سختی و آبکاری داشته باشد.
از جمله کاربردهای فولاد VCN 150 در صنعت قطعه سازی در ساخت میل لنگها,محورهای غیر هم مرکز, اجزاء و قطعات دندانه دار, شافتهای مربوط به صنایع سیمان,.شاسی اتومبیل, صفحه دیسک و… است.
با میزان تقریبی عناصر مشترک (کربن، سیلیسیم، منگنز، نیکل) و کاهش 0.5 درصدی نیکل و کروم. نسبت به VCN200 اغلب در مواردی به کار می رود که قطعه نیاز به افزایش و سختی و آبکاری داشته باشد. فولاد 6582 در بازار به نام VCN150 معروف می باشد. که متریال فراوان و مشهوری است. و در کشور ایران نسبت به فولاد 6511 که به VCN100 معروف می باشد بیشتر مورد استفاده قرار می گیرد و ارزانتر است. در مقایسه با تنش تسلیم، فولاد 6582 به میزان 100 واحد دارای تنش تسلیم بالاتری نسبت به فولاد 6511 می باشد. و این یعنی اینکه از نظر استحکام کمی مقاوم تر نسبت به 6511 است.
آلیاژ فولاد VCN150 / فولاد vcn150 با میزان تقریبی عناصر آلیاژی (کربن,سیلیسیم,منگنز و نیکل) و کاهش 5 دهم درصدی نیکل و کروم موجود در آن نسبت به فولاد VCN 200 ., در رده ی فولادهای قابل عملیات حرارتی جای دارد.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
میلگرد vcn150 ,
فولاد vcn150 ,
فولاد 6582 ,
میلگرد 6582 ,
فولاد ابزار ,
میلگرد فولادی ,
لوله فولادی ,
تسمه فولادی ,
ورق فولادی ,
,
:: بازدید از این مطلب : 543
|
امتیاز مطلب : 25
|
تعداد امتیازدهندگان : 9
|
مجموع امتیاز : 9
تاریخ انتشار : یک شنبه 11 دی 1401 |
نظرات ()
|
|
نوشته شده توسط : رسول دلاکان
فروش میلگرد vcn200-فروش فولاد vcn200-میلگرد 6580

کاربرد فولاد VCN200
از فولاد 6580، برای ساخت چرخ دنده های فرود هواپیما. چرخ دنده های انتقال نیزو و محورها و سایر قطعات ساختاری، قطعات مهندسی عمومی، چرخ دنده های سخت شده. اتصالات میله، پیچ و مهره و لوله تفنگ استفاده می شود.
کاربرد:در صنایع ماشین سازی جهت تجهیزات با استحکام و چقرمگی بالا مانند: پلوس، محورها، قطعات تحت اصتحکاک
فولاد 6580-فولاد vcn، مخفف فولاد vanadium carbide nitride ممی باشد. یکی از ویژگی های این فولاد، قابلیت عملیات حرارتی بسیار خوب آن است. فولاد vcn، در برابر گرما مقاوم بوده. بنابراین در ساخت قطعات و دستگاه هایی که در معرض بارهای کششی، خمشی و پیچشی قرار دارند، کاربرد دارد.Heat treatable steels
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
میلگرد vcn200 ,
فولاد vcn200 ,
فولاد ابزار ,
گرد vcn200 ,
میلگرد 6580 ,
فولاد 6580 ,
تسمه فولادی ,
ورق فولادی ,
لوله فولادی ,
میلگرد فولادی ,
,
:: بازدید از این مطلب : 572
|
امتیاز مطلب : 22
|
تعداد امتیازدهندگان : 7
|
مجموع امتیاز : 7
تاریخ انتشار : یک شنبه 11 دی 1401 |
نظرات ()
|
|
نوشته شده توسط : رسول دلاکان
متن کامل عملیات سطحی برای بهبود خواص فولاد را می توانید با کلیک بر روی عبارت ((خواص فولاد)) مشاهده نمایید.

عملیات سطحی برای بهبود خواص فولاد
در عملیات سطحی و پوشش ها نمی توانند از ابزارها و قالب هایی که دارای طراحی ضعیف هستند. به درستی عملیات حرارتی نشده اند. و یا جنس آنها مناسب نیست، محافظت نمایند و دیگر عیوب فولاد را بپوشانند.
پوشش های سطحی باید یک زیرکار صلب و محکم به عنوان تکیه گاه داشته باشند. همچنین باید نوع فولادی که به عنوان یک زیر کار (Substrate) انتخاب می شود، مناسب باشد. مثلاً اگر ابزار در معرض ضربه است و باید چقرمه باشد، باید از فولاد و هم روش عملیات یا پوششی سطحی با دقت انتخاب شوند. مزایای استفاده از یک ابزار خوب عبارتند از:
- یک روند تولید طولانی و بدون وقفه
- کاهش نگهداری و تعمیر ابزار و قالب
- کاهش مصرف مواد روانکاو
- افزایش عمر ابزار و کارآیی آن
- تولید قطعات با کیفیت بالاتر
برای بهبود هرچه بیشتر توان کاری یک ابزار. مثلاً کاهش سایش در قالب ها، کاهش نیاز به مواد روانکاو و محافظت از سطزح ابزارها، لازم است. عملیات سطحی یا پوشش های سطحی (نظیر آبکاری کروم، نیتراسیون، یونی، نفوذ حرارتی و غیره). بر روی ابزارها و قالب ها اجرا گردد.
عملیات سطحی نباید بر روی قطعاتی که دارای عیوب ساختاری هستند و با دقت ساخته نشده اند، انجام شوند. زیرا این عملیات نمی تواند اینگونه عیوب و ضعفها را بر طرف کند. حتی ممکن است اجرای عملیات سطحی به تشدید عیوب در یک قطعه منجر شود. و به علاوه زمان و پول نیز به هدر خواهد رفت. عملیات سطحی باید بر روی ابزارهایی که از فولادهای مرغوب تولید شدند و شرایط ساخت بهینه ای داشته اند، انجام شود.
یک ریزساختار محکم
خواص فولاد مورد استفاده در یک قالب یا ابزار، که زیرساخت عملیات سطحی آن نیز محسوب می شود. در عمر کار آن بیشترین تأثیر را دارد. بنابراین برای اینکه یک زیرساخت، بتواند پایه ای مناسب برای اجرای عملیات یا پوشش های سطحی باشد، باید کیفیت های زیر را احراز کند:
- دارای طراحی خوبی باشد، یعنی حتی المقدور عاری از فرمهای تنش زا باشد. تا در عملیات حرارتی یا به هنگام تولید دچار ترک و خرابی زودرس نشود.
- از فولاد مناسبی تولیدی و سطح سختی آن نیز متناسب با نوع فولاد و کاربر ابزار باشد. تا بتواند خواص فیزیکی و متالورژیکی مورد انتظار را بر آورده کرده و حداکثر کارآیی را از خود نشان دهد.
- به هنگام عملیات حرارتی، دقت و توجه کافی، به جنبه های مختلف این عملیات شده باشد. تا علاوه بر سختی، دیگر خواص فیزیکی و متالورژیکی مورد نیاز در آن ایجاد گردد.
بسیاری از ابزارها و قالب ها به دلیل وجود عیوب حاصل از طراحی نامناسب. عملیات حرارتی ضعیف و انتخاب فولاد نامناسب، به هنگام تولید خیلی زود از بین می روند. البته تجربه نشان داده است که علت اصلی این عیوب، عملیات حرارتی نامناسب بر روی فولاد بوده است. عدم توانایی در حفظ ترکیب شیمیایی سطح فولاد به هنگام گرم کردن، کوئنچ کردن فولاد در حالی که هنوز به قدر کافی گرم نشده است.
عملیات تمپرینگ ناکافی و گرم کردن بیش از حد فولاد برای سخت کاری از جمله این علل هستند. بنابراین بدون در نظرگیری اینکه عملیات سطحی می تواند بر کیفیت مقاومت سایشی فولاد بیفزاید. باید ابزار فولاد با دقت و حوصله و در شرایط بهینه عملیات حرارتی شود.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
عملیات سطحی ,
بهبود خواص فولاد ,
مقاله ,
فروش فولاد ,
فروش ورق فولادی ,
:: بازدید از این مطلب : 550
|
امتیاز مطلب : 43
|
تعداد امتیازدهندگان : 15
|
مجموع امتیاز : 15
تاریخ انتشار : پنج شنبه 8 دی 1401 |
نظرات ()
|
|
نوشته شده توسط : رسول دلاکان
متن کامل بررسی فناوری کوبش التراسونیک بر فولاد گرافیت GSH48 را می توانید با کلیک بر روی عبارت ((گرافیت GSH48)) مشاهده نمایید.

بررسی فناوری کوبش التراسونیک بر فولاد گرافیت GSH48
در این تحقیق به استفاده از فناوری کوبش التراسونیک بر فولاد گرافیتی GSH48 غلتک های نورد جهت بهبود برخی خواص مکانیکی سطح پرداخته شد. فن آوری کوبش التراسونیک، از فناوری های جدید تغییر شکل پلاستیک شدید است. که در آن ابزار ارتعاشی با حرکات رفت و برگشتی مداوم خود به سطح قطعه کار ضربه می زند. و موجب تغییر شکل پلاستیک شدید در سطح می شود. این روش خواص مکانیکی از جمله سختی، صافی سطح، طول عمر خستگی، استحکام کششی را بهبود می دهد.
با شبیه سازی و ساخت ابزار ارتعاشی التراسونیک، مهیا سازی فرآیند شامل نصب ابزار ارتعاشی التراسونیک بر دستگاه تراش انجام گرفت. بررسی آزمایش های سختی، صافی سطح، خستگی و استحکام کششی بر قطعات در حالت های مختلف بدون عملیات کوبش التراسونیک. و پس از عملیات کوبش التراسونیک با یک، دو و سه پاس انجام گرفت. نتایج حاکی از افزایش سختی به میزان 36 درصد تا عمق 0.2 میلی متر از سطح. و افزایش صافی سطح از 1.376 میکرومتر به 0.545 میکرومتر بر سطح است. بیشترین افزایش صافی سطح و عمر خستگی در قطعات با سه پاس کوبش التراسونیک مشاهده شد.
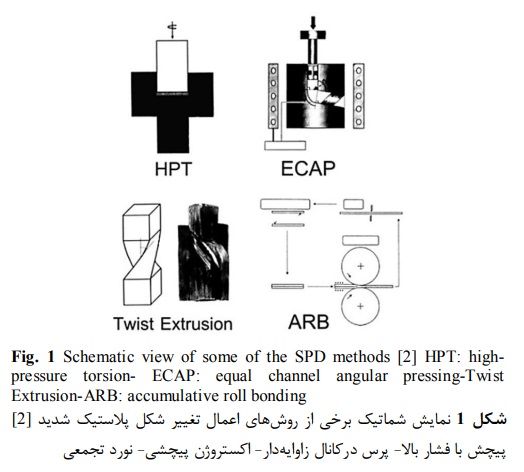
در یک دهه گذشته مواد فلزی دارای دانه های کوچکتر از یک میکرومتر. با استفاده از روش های اعمال تغییر شکل پلاستیک شدید (SPD1) به طور قابل ملاحظه ای مورد علاقه محققین و دانشمندان واقع گردید. این مواد به عنوان نسل جدیدی از محصولات فلزی مطرح است. که خواص فیزیکی و مکانیکی آنها در مقایسه با مواد درشت دانه به طور قابل ملاحظه ای بالاست. یکی از مؤثرترین روش های فرآوری مواد فلزی فوق ریزدانه، اعمال تغییر شکل پلاستیک شدید است.
استحکام بالا، چقرمگی بالا، قابلیت فرم پذیری بیشتر در مواد فلزی فوق ریزدانه بسیار بالاتر از مواد درشت دانه است. در سالهای اخیر فرایندهایی با عنوان تغییر شکل پلاستیک شدید معرفی شدند. که موجب افزایش خواص مکانیکی سطح مانند سختی، استحکام خستگی و صافی سطح می شوند. برخی از روش های تغییر شکل پلاستیک شدید در شکل 1 معلوم و مشخص است.
فناوری کوبش التراسونیک (UPT2) روشی جدید جهت ایجاد کرنش های بزرگ روی لایه های سطی مواد است. این روش عملیات سطحی مکانیکی بدون براده برداری است. که به تغییر شکل پلاستیک سطح قطعه به وسیله کار سختی. فشردگی سطح و ایجاد تنش پسماند فشاری در لایه های سطحی قطعه کار در کاهش زبری سطح، افزایش سختی، بالا بردن مقاومت سایشی. مقاومت خوردگی و بالا بردن عمر خستگی قطعه مؤثر است.
از محدودیت های کوبش التراسونیک می توان به موارد زیر اشاره کرد:
-سرعت انجام فرایند پایین است به ویژه برای قطعات با قطرهای زیاد عملیات زمان بر است.
-با این روش تا حدود 0.2 میلی متر از سطح خواص مکانیکی افزایش می یابد.
-در این روش سر ابزار همواره باید بر قطعه کار عمود باشد. که قطعات پیچیده محدودیت دارند.
-کنترل و تنظیم پارامترهای فرایند باید دقیق تنظیم شوند.
فولاد رسول دلاکان
با سالها تجربه ارزشمند و گرانبها در عرصه تأمین و توزیع انواع ورق آلیاژی و انواع فولاد آلیاژی با گواهینامه ها و آنالیزهای معتبر با ضمیمه نمودن آن به محصولاتش آنرا به مشتریان خویش ارائه داده است. که توانسته رضایتمندی آنان را همواره فراهم آورد. صنعتگر شریف و گرامی از اینکه ما را جهت خرید کالا (فولاد آلیاژی) مورد نیاز خویش، انتخاب می نمایید از شما سپاسگزاریم.
ارتباط با ما
09122136675
02128423820
واتس آپ :09122136675
فکس: 02128423820
اینستاگرام :fooladdalakan
ایمیل: fooladrasuldalakan@gmail.com
:: برچسبها:
فولاد گرافیت ,
کوبش التراسونیک ,
مقاله ,
فروش فولاد ,
میلگرد فولادی ,
تسمه فولادی ,
ورق فولادی ,
لوله فولاد ,
ی , ,
:: بازدید از این مطلب : 523
|
امتیاز مطلب : 28
|
تعداد امتیازدهندگان : 12
|
مجموع امتیاز : 12
تاریخ انتشار : شنبه 3 دی 1401 |
نظرات ()
|
|
|
|
|







